

Основные покупатели алмазных лезвий OEM
Когда слышишь про OEM покупателей алмазных лезвий, сразу представляются гиганты строительного рынка с бесконечными заказами. На деле же 80% запросов приходят от региональных дистрибьюторов, которые сами путаются в параметрах сегментов.
Кто действительно платит за OEM
В 2019 мы на chinastonemachine.ru запустили статистику по входящим заявкам. Оказалось, что средний заказчик - не строительный холдинг, а местная фирма с паркой из 3-5 станков. Эти ребята знают конкретику: например, требуют лезвия с усиленным подшипником для гранита марки 'Сапфир'.
Заметил парадокс: крупные сети часто экономят на логистике, а мелкие цеха готовы переплачивать за адаптацию продукции под свой формат. Как-то раз пермская компания заказала партию с укороченным хвостовиком - пришлось перестраивать фрезерный станок, но они рассчитали, что это выгоднее, чем постоянно менять оснастку.
Самое сложное - объяснить клиентам разницу между OEM и ODM. Многие до сих пор считают, что OEM подразумевает разработку с нуля, хотя по факту мы чаще дорабатываем существующие модели под конкретные станки.
Типичные ошибки при выборе поставщика
Дельжуй Каменное Оборудование за 20 лет наработала базу типовых косяков. Самый частый - заказчик требует 'универсальное лезвие для гранита и мрамора'. Технологически это возможно, но ресурс снижается на 40%, о чем клиенты узнают постфактум.
В 2021 был показательный случай: екатеринбургский завод заказал партию без учета влажности цеха. Через месяц появились трещины в матрице - пришлось экстренно менять рецептуру связки.
Сейчас всегда уточняем условия эксплуатации. Например, для резки керамогранита в уличных условиях добавляем медь в состав, хотя это увеличивает стоимость на 12-15%.
Кейс с алмазными сегментами
Как-то отказались от заказа на 5000 дисков для баварской компании - они настаивали на экономии на алмазной крошке. Через полгода вернулись с перезаказом: их китайский поставщик сэкономил, и лезвия не прошли сертификацию DIN.
Технические нюансы производства
Многие не учитывают, что для разных марок стали нужны разные температуры закалки. Для 75ХСФ прогреваем до 860°C, а для 9ХФ - до 820°C. Разница кажется мелочью, но именно она определяет устойчивость к вибрациям.
Особенно критично для алмазных лезвий OEM под автоматические линии - там даже 0.1 мм биение приводит к браку. Приходится вводить дополнительную калибровку, что увеличивает цикл производства на 2 дня.
Сейчас экспериментируем с лазерной сваркой вместо контактной - пока дороже на 18%, но снижает вероятность деформации диска.
Логистические особенности
С заказчиками из Сибири всегда особые условия: зимой перевозим в термоконтейнерах, иначе сталь становится хрупкой. Один раз потеряли партию в Новосибирск - диск треснул при -35°C.
Морские перевозки в Приморский край требуют двойной антикоррозийной упаковки. Стандартный вакуумный пакет не спасает при долгом контакте с морским воздухом.
Эволюция требований рынка
За 5 лет запросы сместились с 'дешево и быстро' к 'предсказуемый ресурс'. Сейчас клиенты готовы платить за стабильность характеристик - например, чтобы каждое лезвие из партии резало 350 погонных метров гранита с отклонением не более 5%.
Появился спрос на гибридные решения: например, комбинированные диски для резки бетона с арматурой. Пришлось разрабатывать специальные насечки, чтобы металл не заклинивал сегменты.
Интересно наблюдать, как меняется география заказов: если раньше 70% шло в Центральный регион, сейчас растет спрос с Урала и Сибири - там активно строят цементные заводы.
Перспективы сегмента
Сейчас вижу потенциал в сегменте восстановленных лезвий - многие европейские клиенты просят экологичные решения. Технология сложная: нужно точно снимать изношенный слой без перегрева основы.
Дельжуй Каменное Оборудование тестирует систему лазерной диагностики остаточного ресурса - пока точность определения составляет 85%, нужно довести до 95%.
К 2025 планируем запустить линию кастомизации - когда клиент через сайт может рассчитать параметры лезвия под свой станок. Но пока не решен вопрос с программным обеспечением для нестандартных конфигураций.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Ручной камнерез
Ручной камнерез -
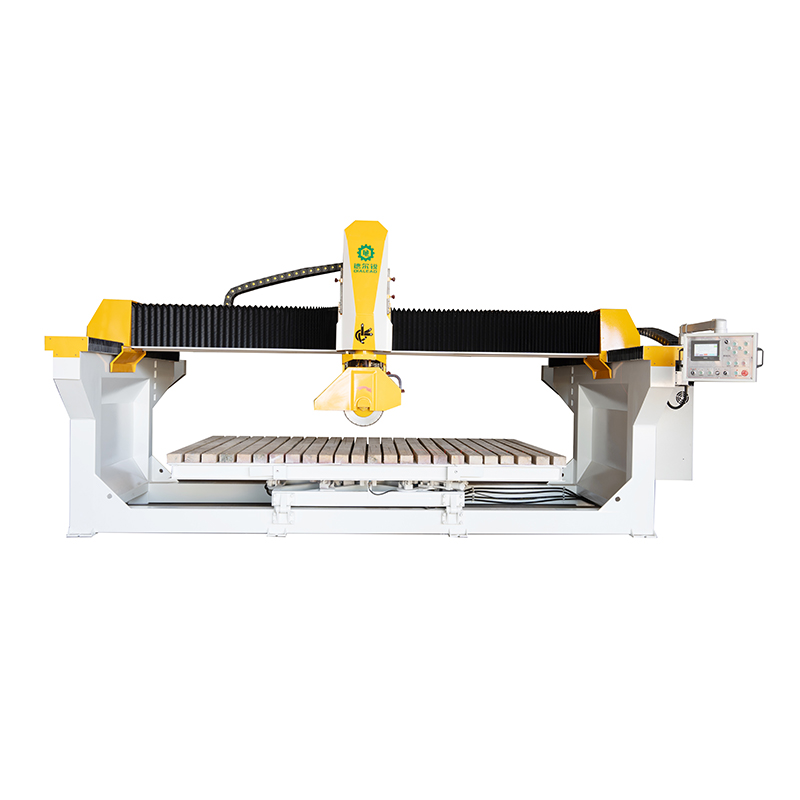 Автоматический инфракрасный 3-осевой станок для резки каменных плит из мрамора, гранита, кварца
Автоматический инфракрасный 3-осевой станок для резки каменных плит из мрамора, гранита, кварца -
 Высокоточное оборудование для обработки камня: мрамора, гранита, кварца
Высокоточное оборудование для обработки камня: мрамора, гранита, кварца -
 Портальный тип 12 голов Автоматический полировальный станок
Портальный тип 12 голов Автоматический полировальный станок -
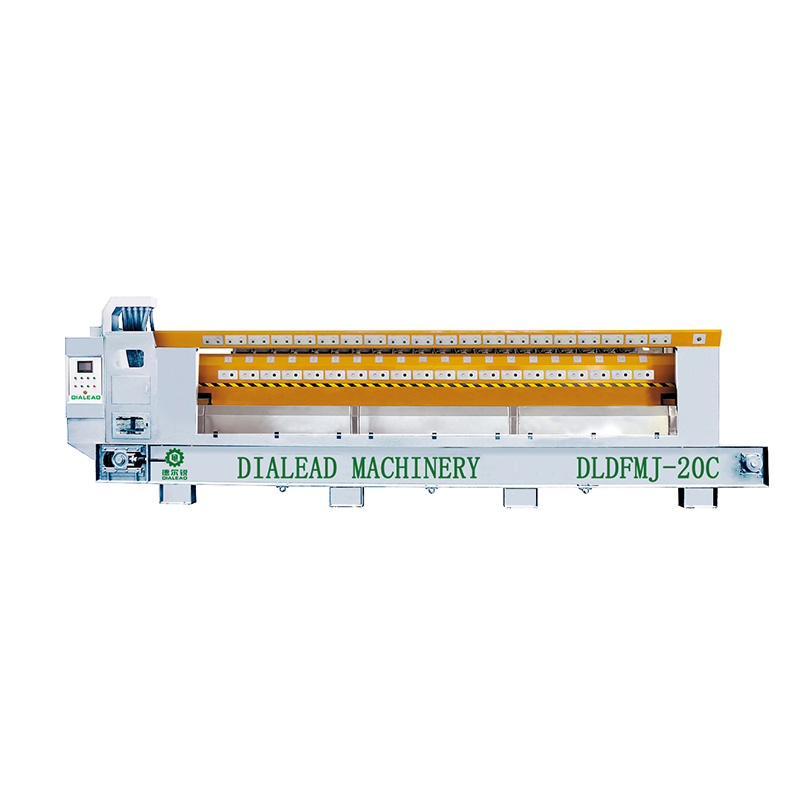
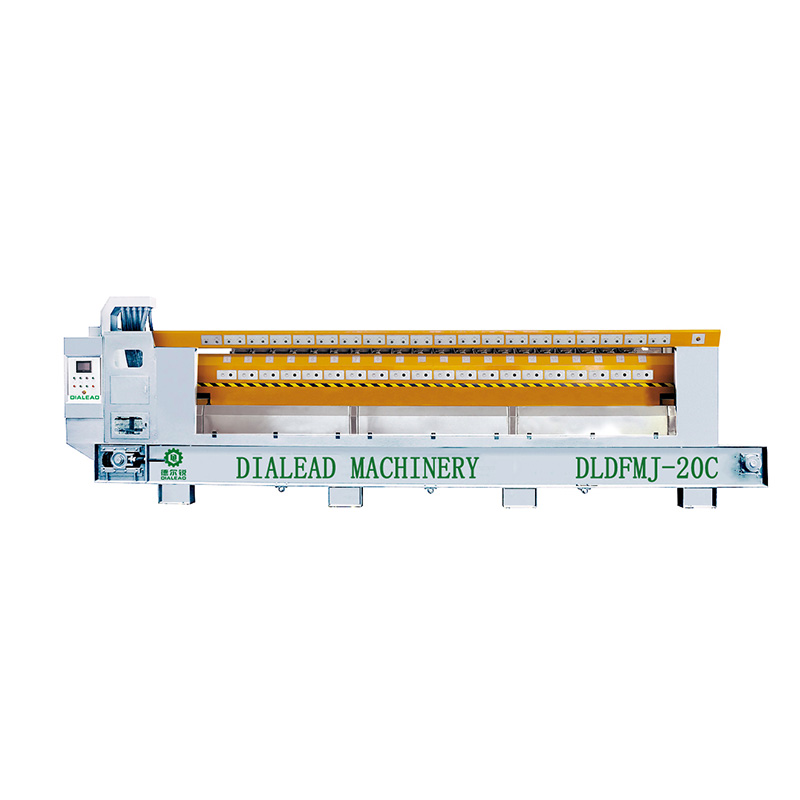 Автоматическая линейная полировальная машина
Автоматическая линейная полировальная машина -
 Однодисковый станок для резки блоков среднего размера для каменных конструкций и строительных проектов
Однодисковый станок для резки блоков среднего размера для каменных конструкций и строительных проектов -
 Фрезерный станок с ЧПУ для больших колонн
Фрезерный станок с ЧПУ для больших колонн -
 Однорукая машина для резки блоков (гидравлический четырехстоечный
Однорукая машина для резки блоков (гидравлический четырехстоечный -
 Однорычажный вертикальный сверлильный станок
Однорычажный вертикальный сверлильный станок -
 3-осевой интегрированный мосторезный станок тяжелого типа
3-осевой интегрированный мосторезный станок тяжелого типа -
 5-осевой станок гидроабразивной резки с ЧПУ. Станок для гидроабразивной резки камня, металла, стекла, пластика под углом 45 градусов.
5-осевой станок гидроабразивной резки с ЧПУ. Станок для гидроабразивной резки камня, металла, стекла, пластика под углом 45 градусов. -
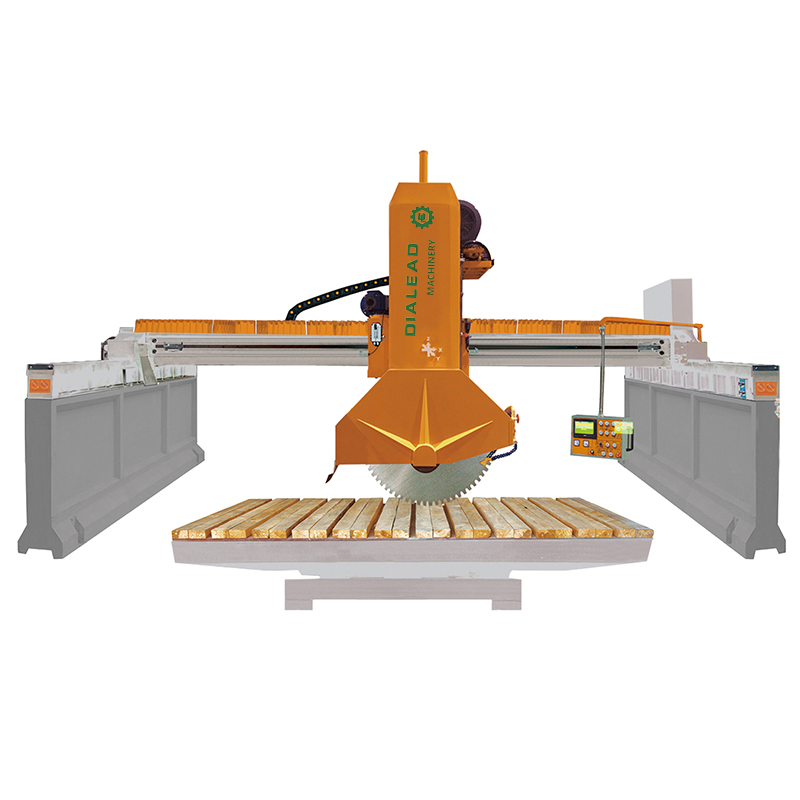
 Средний мостовой отрезной станок
Средний мостовой отрезной станок
Связанный поиск
Связанный поиск- Ведущие поставщики гранита для станков из Китая
- Ведущие алмазные пильные диски
- OEM гравировальный станок с ЧПУ для камня
- Алмазные диски для резки керамогранита в Китае
- Лучшие покупатели гранитных профилей 3000 мм из Китая
- Оптовые алмазные дисковые пилы для гранита
- OEM керамические алмазные отрезные диски
- Насадки для полировки камня из Китая
- алмазные шлифовальные круги черепашки
- Ведущий покупатель гранитных станков для обработки камня



