

Ведущие китайские покупатели фланцевых алмазных шлифовальных дисков по граниту
Когда слышишь про 'ведущих китайских покупателей' алмазных дисков, многие сразу представляют гигантов с заказами на тысячи штук. Но реальность куда тоньше – тут важнее не объём, а понимание нюансов обработки гранита. Я лет десять работаю с такими клиентами, и скажу: их главная черта – они точно знают, какие диски не расслоятся после месяца работы на мокром резке.
Что на самом деле ищут китайские профессионалы
Вот смотрите: фланцевые диски – не просто круги с алмазным напылением. Китайские цеха, которые шлифуют гранитные плиты под высокий глянец, смотрят на три вещи: как диск ведёт себя на краю плиты, не оставляет ли он 'волны' при финишной проходке, и сколько часов выдерживает без потери агрессивности. Я видел, как на тестах в Фуцзяне отбраковывали партию из-за миллиметрового люфта во фланце – казалось бы, мелочь, но при работе на скоростных шлифовальных машинах это приводит к вибрации.
Кстати, про фланцы – тут часто ошибаются поставщики. Китайские покупатели предпочитают не стандартные стальные фланцы, а усиленные с медным покрытием, особенно для мокрой шлифовки. Почему? Потому что в условиях постоянного контакта с водой обычная сталь ржавеет за 2-3 недели, а это влияет на балансировку. Однажды мы поставили партию с обычными фланцами в Цюаньчжоу – так нам потом полгода доказывали, что вибрация съедает 15% производительности.
Запомните: когда китайский технолог спрашивает про 'ресурс диска на граните G603', он имеет в виду не часы работы, а метраж отполированной поверхности без смены сегментов. И здесь важно не количество алмазов, а связка. Для светло-серого гранита типа G603 идут совсем другие связки, чем для тёмного G684 – последний быстрее 'съедает' мягкие металлические матрицы.
Ошибки в выборе поставщиков
Многие думают, что китайские покупатели гонятся за дешевизной. Это миф. Да, они торгуются жёстко, но готовы платить на 20-30% дороже за диски, которые не будут 'сыпаться' на переходах между гранитными узорами. Как-то раз мы потеряли контракт с фабрикой в Шаньдуне именно из-за того, что наши диски давали микросколы на стыках жилок в бадахском граните – клиент сказал: 'Лучше заплатить больше, чем перешлифовывать брак'.
При этом они категорически не берут 'универсальные' диски. Скажем, для гранитов с высоким содержанием кварца (типа Absolute Black) нужны сегменты с более твёрдой связкой, иначе алмазы выкрашиваются раньше времени. Я видел, как на заводе ООО Цюаньчжоу Дельжуй Каменные Инструменты тестировали шесть разных образцов на одном блоке – отсеяли четыре, хотя два из них были значительно дешевле.
Кстати, про ООО Цюаньчжоу Дельжуй Каменные Инструменты – они как раз из тех, кто не просто покупает, а ведёт технические дневники испытаний. Их специалисты как-то показали мне записи по износу сегментов в зависимости от температуры воды в системе охлаждения – оказывается, при +15°C и +25°C ресурс отличается на 18%. Такие нюансы обычно знают только те, кто ежедневно работает с шлифовкой.
Технические тонкости, которые решают всё
Вот что ещё важно: китайские покупатели обращают внимание на маркировку не только зернистости, но и концентрации алмазов в разных зонах диска. Например, для краёв плиты нужна повышенная концентрация – иначе при обработке кромок происходит быстрое стачивание. Мы как-то поставили диски с равномерным распределением, так на фабрике в Гуандуне после недели работы образовался 'прогиб' по краям – пришлось срочно менять всю партию.
Ещё один момент – совместимость с оборудованием. Большинство китайских цехов используют шлифовальные машины с частотой вращения 600-900 об/мин, но есть нюанс: при мокрой обработке вода иногда попадает в подшипники, и если диск не сбалансирован идеально, вибрация разрушает узлы машины. Поэтому перед закупками они часто просят провести тесты на конкретных моделях станков – например, на тех же, что производит ООО Цюаньчжоу Дельжуй Каменные Инструменты.
Кстати, на их сайте https://www.chinastonemachine.ru есть технические отчёты – я иногда сверяюсь, когда нужно уточнить параметры для разных регионов Китая. В Юньнани, например, граниты более абразивные, там нужны диски с меньшим шагом алмазов.
Реальные кейсы и провалы
Расскажу про неудачный опыт. В 2019 мы пытались продвигать диски с 'инновационной' лазерной сваркой сегментов для гранита с высоким содержанием слюды. Теория была красивая – якобы такая сварка даёт лучшее крепление. Но на практике в цехах Цюаньчжоу эти диски начали расслаиваться после температурных перепадов: днём работают с нагревом до 60°C, ночью остывают до 15°C, и через неделю лазерные швы дают микротрещины. Пришлось отозвать всю партию.
А вот удачный пример: когда мы начали указывать на упаковке не просто 'для гранита', а конкретные рекомендации – 'для тёмных гранитов с твёрдостью 6-7 по Моосу', отклик стал значительно лучше. Потому что китайские технологи сразу видели, что мы понимаем специфику их материалов.
Кстати, о твёрдости – многие не учитывают, что один и тот же сорт гранита из разных карьеров имеет разную абразивность. G654 из Хунаня и G654 из Фуцзяня требуют разной жесткости связки. Мы сейчас для крупных покупателей делаем индивидуальные партии под конкретный карьер – это дороже, но зато они возвращаются с повторными заказами.
Перспективы и новые требования
Сейчас появился запрос на диски для автоматизированных линий – там важна не только износостойкость, но и стабильность геометрии. Если диск изнашивается неравномерно, робот начинает пропускать участки, и приходится останавливать всю линию для калибровки. ООО Цюаньчжоу Дельжуй Каменные Инструменты как раз разрабатывает такие решения – их инженеры говорят, что погрешность в толщине сегмента не должна превышать 0,05 мм.
Ещё один тренд – экология. В Китае ужесточают требования к утилизации отработанных дисков, поэтому покупатели начинают интересоваться вариантами с биоразлагаемыми связками. Пока это дорого, но лет через пять станет стандартом – мы уже тестируем образцы на органических смолах.
И последнее: сейчас ключевым становится не цена, а полный цикл поддержки. Китайские компании хотят, чтобы поставщик не просто продал диски, а присылал инженера для настройки оборудования, обучал новых операторов, предоставлял отчёты по износу. Как делает, кстати, ООО Цюаньчжоу Дельжуй Каменные Инструменты – у них в контрактах прописаны регулярные технические аудиты на производстве заказчика.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Проволочно-пильный станок с ЧПУ
Проволочно-пильный станок с ЧПУ -
 Станок для распиловки проволоки с ЧПУ
Станок для распиловки проволоки с ЧПУ -
 Многоголовочный станок для калибровки камней
Многоголовочный станок для калибровки камней -
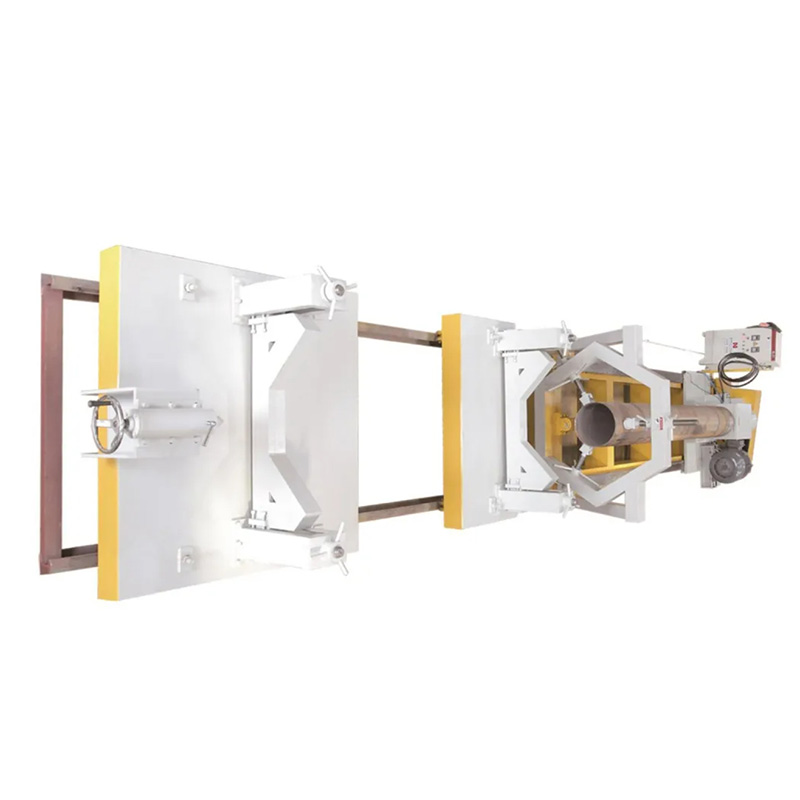
 Станок для резки больших блоков мрамора и гранита. Горизонтальный ленточнопильный станок
Станок для резки больших блоков мрамора и гранита. Горизонтальный ленточнопильный станок -
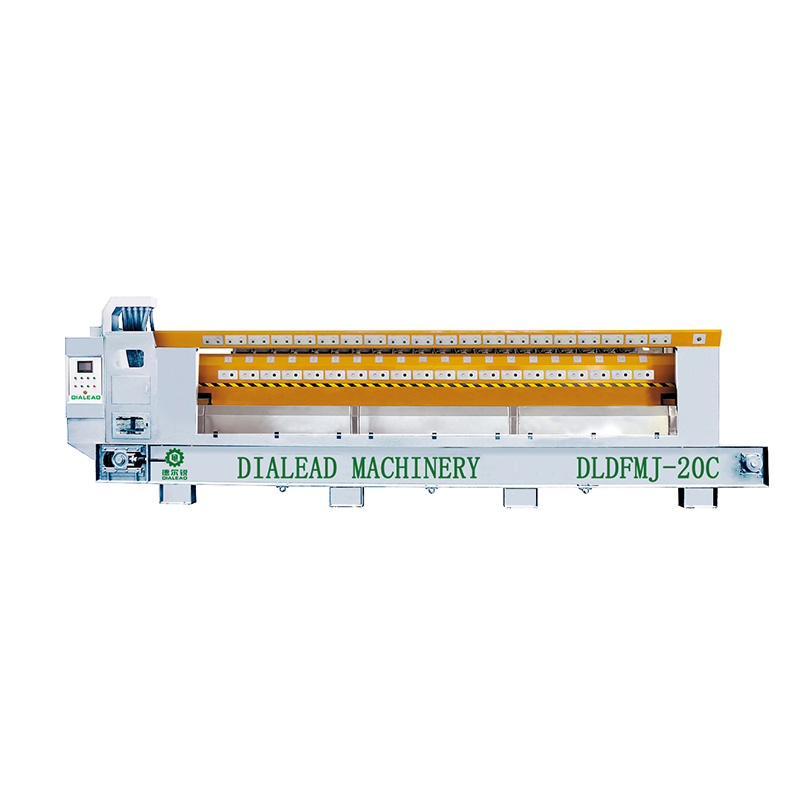
 Автоматическая линия для производства каменных профилей
Автоматическая линия для производства каменных профилей -
 Алмазный отрезной диск с сегментом ARIX для твердого граната, габбро, диабаза
Алмазный отрезной диск с сегментом ARIX для твердого граната, габбро, диабаза -
 3 Осевой двухголовочный фрезерный станок с ЧПУ
3 Осевой двухголовочный фрезерный станок с ЧПУ -
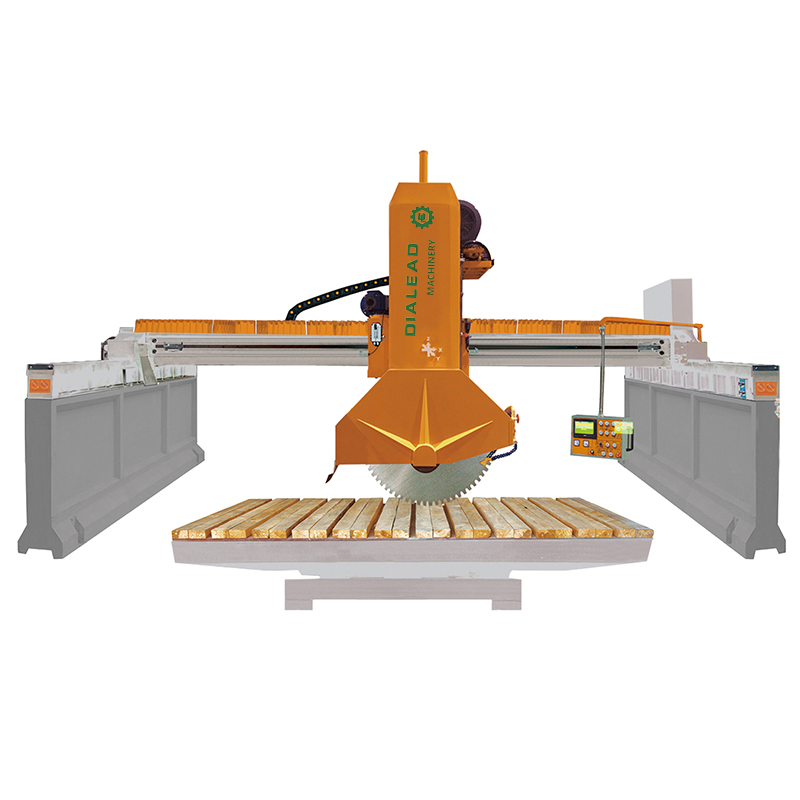
 Инфракрасная машина для резки мостов
Инфракрасная машина для резки мостов -
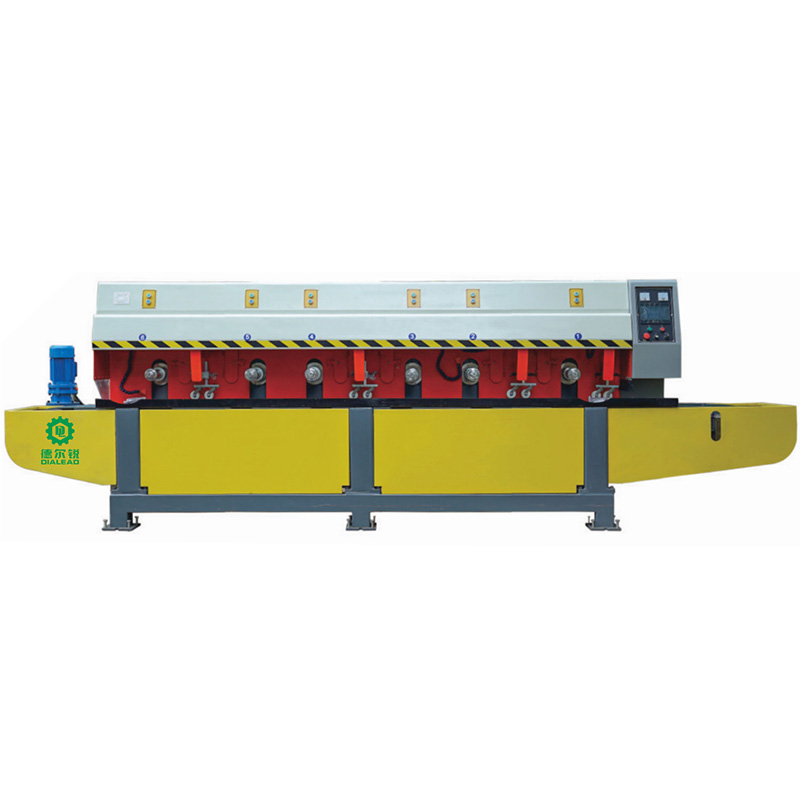
 Колонна шлифовальный полировальный станок
Колонна шлифовальный полировальный станок -
 450 ММ 5-ОСЕВОЙ СТАНОК ДЛЯ РЕЗКИ МОСТОВ С ЧПУ
450 ММ 5-ОСЕВОЙ СТАНОК ДЛЯ РЕЗКИ МОСТОВ С ЧПУ -
 Пылеуловитель сухого типа
Пылеуловитель сухого типа -
 Средний мостовой отрезной станок
Средний мостовой отрезной станок
Связанный поиск
Связанный поиск- Ведущий колено бар полировочный станок
- Цены на алмазные отрезные диски из Китая
- Купить шлифовальные инструменты из Китая
- Ведущая страна по закупке станков для полировки гранита
- алмазные диски для резки кирпича
- Основные страны-покупатели для OEM фрезерные станки с ЧПУ для камня
- Лучшие покупатели гравировальных станков для гранита из Китая
- станки для резки камня гранита мрамора
- Гранитные абразивы оптом
- Ведущие машины для обработки камня



