

Ведущая страна для OEM колено бар полировальные машины
Когда говорят про OEM колено бар полировальные машины, сразу вспоминается Китай — но тут многие ошибаются, думая, что всё сводится к дешёвому контрактному производству. На деле, за последние десять лет я видел, как отлаживались именно сложные заказы: не просто сборка, а подгонка шасси под европейские абразивы или переделка привода под мокрую полировку мрамора. И если брать конкретно полировальные машины, то тут важен не столько завод, сколько кто именно делает инжиниринг — часто те же немецкие бренды заказывают OEM, но с жёсткими допусками по вибрации шпинделя.
Почему Китай стал центром для OEM-производства
Сначала мы сами пробовали работать с турецкими производителями — вроде бы географически ближе, но столкнулись с тем, что они не готовы были переделывать конструкцию под сырой гранит. Помню, в 2018 году заказчик из Италии требовал изменить угол наклона колено бара для глубокого профиля, и только китайские инженеры из Fujian предложили не просто сварку, а цельнофрезерованную балку. Это дороже, но зато нет люфта через полгода работы.
Кстати, про OEM — многие до сих пор путают его с ODM. В нашем случае, когда мы передавали чертежи на полировальные машины в Цюаньчжоу, местные техники не просто копировали, а предлагали замену подшипников на японские, если обороты выше 3000. Такие нюансы и создали репутацию.
Если брать OEM колено бар полировальные машины, то тут важен опыт именно с твёрдыми породами — например, для габбро или базальта. У нас был провальный проект с одним вьетнамским заводом: они сделали станину слишком лёгкой, и при полировке гранита машину просто ?водило? по швам. Пришлось переделывать у ООО Цюаньчжоу Дельжуй Каменные Инструменты — они как раз дали расчёт на усиление рёбер жёсткости.
Ключевые особенности полировальных машин от китайских производителей
Сейчас многие европейские клиенты спрашивают про полировальные машины с ЧПУ, но я всегда уточняю — для какого именно камня. Если для кварцевого агломерата, то нужны отдельные головки с алмазными фрезами, а для мрамора — мягкие войлочные круги. В ООО Дельжуй Каменное Оборудование, кстати, сразу предлагают тестовый образец: привезли кусок плиты, и они настраивают скорость подачи прямо при вас.
Заметил, что в новых моделях стали ставить сервоприводы на колено бар — раньше был гидравлический ход, но он выдавал вибрацию на высоких оборотах. Сейчас же можно программировать перепад высот до 0,1 мм, что для полировки столешниц с рисунком критично. Правда, с подачей воды были косяки — некоторые OEM-поставщики экономили на нержавейке, и патрубки ржавели за сезон.
Из последнего: сейчас активно внедряют систему пылеудаления прямо в колено бар — не выносные циклопы, а встроенные каналы. Мы тестировали такую модель на сайте chinastonemachine.ru — для известняка пыль убирает на 90%, но для гранита пришлось ставить дополнительный отсос. Мелочь, но именно такие доработки и показывают, кто реально разбирается в технологии.
Ошибки при выборе OEM-поставщика
Часто клиенты смотрят только на цену OEM колено бар полировальные машины, а потом удивляются, почему лопаются валы после месяца работы. Я всегда советую проверять калибровку направляющих — если завод не имеет лазерного измерителя, это сразу красный флаг. У нас был случай, когда для испанского заказа взяли ?бюджетный? вариант, и через две недели люфт в подшипниках достиг 2 мм — пришлось экстренно менять весь узел.
Ещё одна проблема — совместимость с местными материалами. Например, в России часто используют карельский гранит с высоким содержанием кварца, и стандартные абразивы из Китая быстро стираются. Приходится заказывать OEM с усиленными ремнями и керамическими головками — ООО Цюаньчжоу Дельжуй Каменные Инструменты как раз имеют отдельную линейку для абразивных пород.
Недавно консультировал завод в Казани — они хотели полировальные машины для мрамора, но не учли влажность в цеху. Китайские инженеры посоветовали ставить дополнительные уплотнители на электродвигатели, хотя изначально в спецификации этого не было. Такие детали обычно всплывают только при личном общении с производителем, а не через тендерные заявки.
Технические нюансы в обслуживании
С колено бар часто возникают вопросы по смазке — некоторые думают, что можно лить любую жидкость, но для направляющих скольжения нужна специальная консистентная смазка с тефлоном. Мы в прошлом году потеряли три недели на ремонте из-за того, что механик использовал обычный солидол — пришлось менять все втулки.
Заметил, что в новых партиях ООО Дельжуй Каменное Оборудование стали ставить защитные кожухи на ремни — казалось бы, мелочь, но это сильно снижает износ при работе с мокрым камнем. Раньше сами приваривали такие из нержавейки, но сейчас это идёт в базовой комплектации.
Если говорить про полировальные машины с водяным охлаждением, то тут критично качество фильтров — китайские поставщики часто экономят, ставят сетчатые фильтры грубой очистки. Для гранита это ещё терпимо, но для мрамора мелкая взвесь забивает форсунки за смену. Приходится сразу заказывать многоступенчатую систему — у того же ООО Цюаньчжоу Дельжуй Каменные Инструменты есть опция с керамическими фильтрами, но это плюс 15% к стоимости.
Перспективы развития OEM-сегмента
Сейчас вижу тренд на гибридные решения — например, OEM колено бар полировальные машины с возможностью установки фрезерных головок. Это особенно востребовано в мастерских, где работают и с камнем, и с композитами. В Китае уже несколько заводов экспериментируют с быстросъёмными держателями — в том же chinastonemachine.ru показывали прототип, где за 10 минут можно перейти от полировки к гравировке.
Другое направление — энергоэффективность. Раньше все гнались за мощностью, а сейчас важнее стабильность хода. Например, для колено бар стали применять двигатели с частотным преобразователем — это даёт экономию до 30% на непрерывной работе с гранитом. Правда, не все OEM-поставщики могут правильно настроить ПИД-регуляторы — мы сами сталкивались с рывками при старте.
Если обобщать, то будущее за модульными системами — когда полировальные машины собираются под конкретный цех как конструктор. ООО Дельжуй Каменное Оборудование уже предлагает такие решения для крупных производств, где нужно комбинировать шлифовку кромки и полировку плоскости. Но это требует от инженеров глубокого понимания технологии, а не просто сборки по чертежам.
Соответствующая продукция
Соответствующая продукция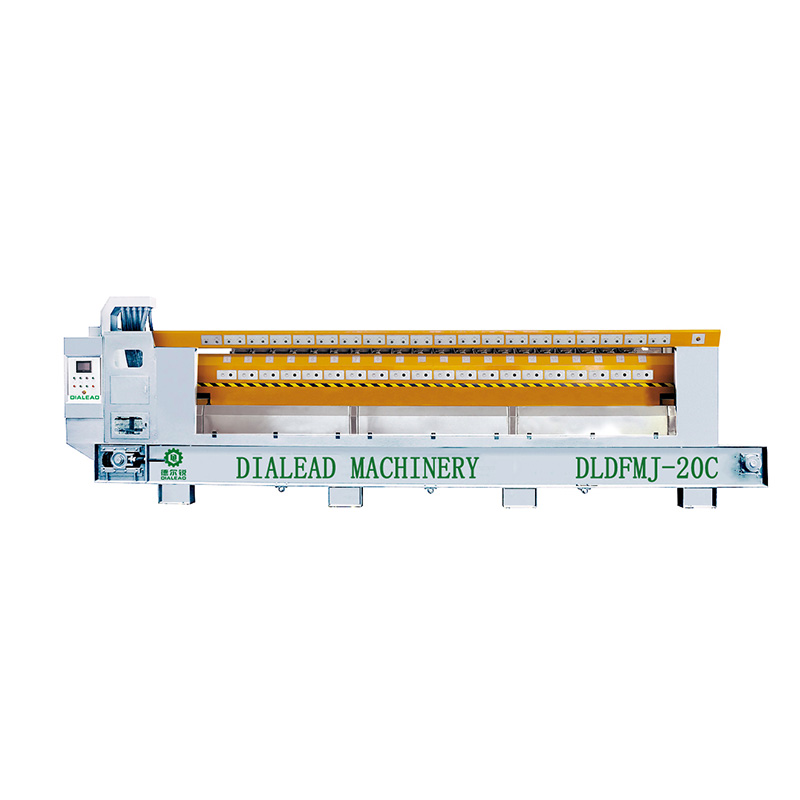







Самые продаваемые продукты
Самые продаваемые продукты-
 Пылеуловитель сухого типа
Пылеуловитель сухого типа -
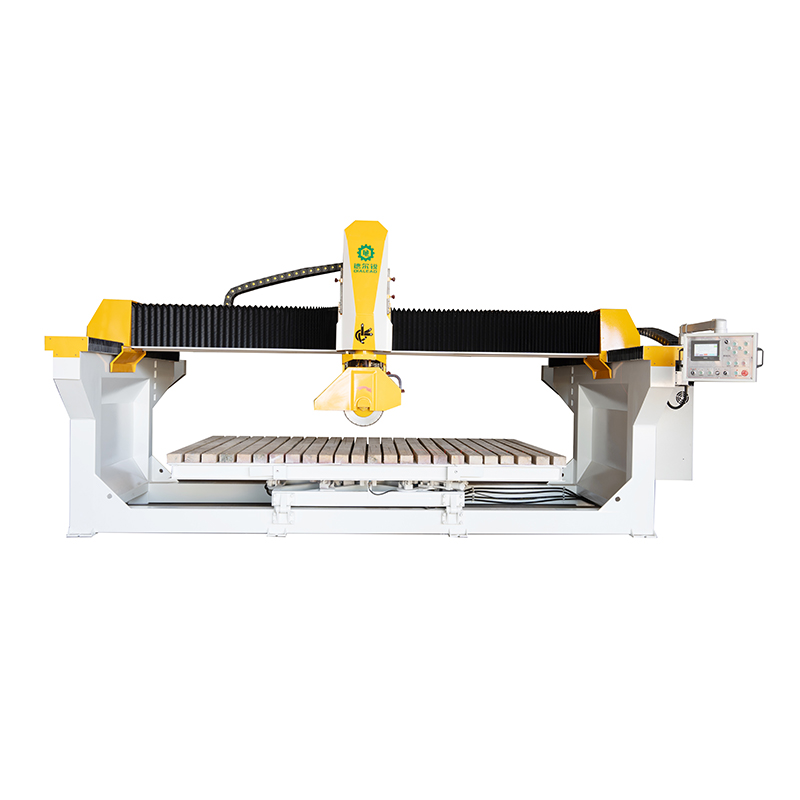
 Мостовой тип автоматического полировального станка с ATC
Мостовой тип автоматического полировального станка с ATC -
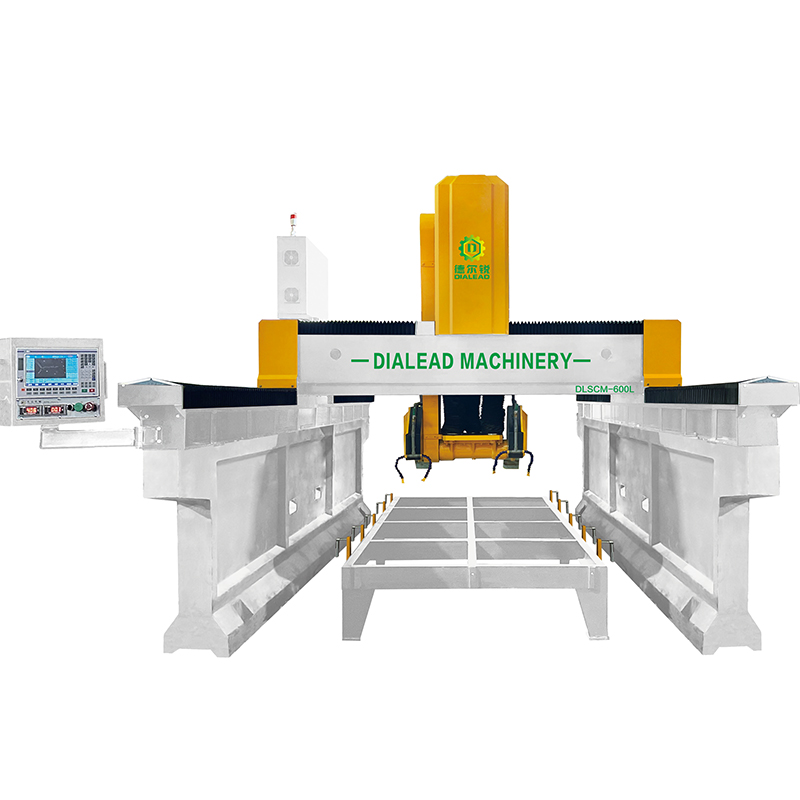
 5-ОСЕВОЙ ФРЕЗЕРНЫЙ СТАНОК С ЧПУ ДЛЯ КАМНЯ
5-ОСЕВОЙ ФРЕЗЕРНЫЙ СТАНОК С ЧПУ ДЛЯ КАМНЯ -
 Однорукая машина для резки блоков (гидравлический четырехстоечный
Однорукая машина для резки блоков (гидравлический четырехстоечный -
 3 Осевой одностоечный фрезерный станок с ЧПУ
3 Осевой одностоечный фрезерный станок с ЧПУ -
 5-осевой станок с ЧПУ для резьбы по камню, ЧПУ-фрезер для статуэток
5-осевой станок с ЧПУ для резьбы по камню, ЧПУ-фрезер для статуэток -
 3-осевой интегрированный мосторезный станок легкого типа
3-осевой интегрированный мосторезный станок легкого типа -
 Станок для профилирования колонн
Станок для профилирования колонн -
 Станок для обработки каменных профилей с ЧПУ мостового типа
Станок для обработки каменных профилей с ЧПУ мостового типа -
 Автоматический инфракрасный 3-осевой станок для резки каменных плит из мрамора, гранита, кварца
Автоматический инфракрасный 3-осевой станок для резки каменных плит из мрамора, гранита, кварца -
 Фрезерный станок с ЧПУ для больших колонн
Фрезерный станок с ЧПУ для больших колонн -
 Автоматическая полировальная машина с одной головкой раздельного типа
Автоматическая полировальная машина с одной головкой раздельного типа
Связанный поиск
Связанный поиск- Ведущие китайские покупатели фланцевых алмазных шлифовальных дисков по граниту
- OEM дома бетона резки лезвия
- Заводы алмазных канатов для резки камня
- Основные страны-покупатели для OEM инструментов для шлифования мрамора
- Оптовые фланцевые алмазные шлифовальные диски для гранита
- Топ стран-покупателей алмазных дисков для резки камня из Китая
- Завод по производству станков для резки гранита и мрамора
- Ведущая страна по закупке фрезерных станков с ЧПУ для обработки камня
- Ведущие гранитные сегменты
- Ведущая страна для OEM автоматические полировальные машины



